Laminado e trefilado: Qual a diferença?



Está sem tempo para ler? Aperte o reproduzir abaixo e ouça o post em áudio!
Trefilado
- O que é trefilação?
Trata-se de um processo mecânico que confere ao material precisão dimensional e melhores propriedades mecânicas. - Qual a sua finalidade?
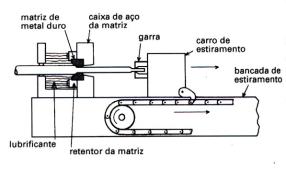
A finalidade do processo de trefilação é a obtenção de fios de dimensões, acabamento superficial e propriedades mecânicas controladas. - Como ocorre a trefilação?
A ao mostrado na Figura 1. Desde que a seção transversal da matriz seja sempre menor que a peça trabalhada, o processo de trefilação ocasionara uma redução em área e um aumento no comprimento.
Laminado
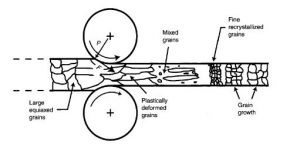
Laminação de materiais metálicos
Processo de reduzir a espessura de uma chapa, barra ou perfil metálico por meio de sua passagem entre dois ou mais cilindros girantes. Assim, fazendo a separação menor que a espessura de entrada. A barra é “puxada” pelos cilindros devido às forças de atrito entre as superfícies. O montante da redução é limitada pelas potências dos motores, e resistência mecânica dos cilindros, mancais, eixos cardans e redutores. É comum também a utilização do termo calandragem ao invés do termo laminação.
Divide-se em 2 grandes ramos: Laminação de produtos planos e não planos.
- Laminação de produtos planos
O objetivo é produzir chapas de determinada espessura a partir de chapas mais grossas, ou de blocos ou lingotes. A redução é progressiva, em vários passos e sempre num mesmo plano, cada passo reduz a espessura num certo percentual. Assim, os esforços chegam a milhares de toneladas devido às grandes áreas envolvidas. Os cilindros de trabalho, que entram em contato com o material, são suportados por cilindros de encosto, de maior diâmetro o que evita que aqueles se quebrem. De todo modo a deformação elástica resulta em uma deflexão maior no meio que nas extremidades dos cilindros. Para evitar que as chapas tenham espessura diferente ao longo da largura, os diâmetros dos cilindros de trabalho são maiores no meio que nas extremidades.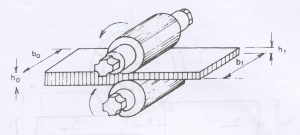
- Laminação de produtos longos (não planos)
O objetivo é produzir barras (redondas, quadradas, chatas) ou perfis (cantoneiras, vigas U e I, trilhos, dormentes metálicos, etc). Para isso é necessário que a deformação seja muitas vezes alternada entre 2 planos, de modo que a largura e espessura sejam reduzidas. Assim, ao contrário dos cilindros usados para chapas, aqui eles recebem sulcos (canais) usinados, por onde passam as barras e perfis. Desse modo, são assim obrigados gradualmente, passo a passo, a mudar da seção inicial ( por exemplo: quadrada) até o perfil final.